19106688695
电话/微信同号
作为工业制造领域的"万能碳钢",20号钢凭借优异的可塑性、焊接性及经济性,成为机械加工、管道制造、汽车零部件的核心选材。作为深耕不锈钢原材料及精密加工领域15年的企业,我们通过技术积累总结出一套高效的20号钢加工成型解决方案,本文将系统解析从选材到成型的全流程关键技术。
一、20号钢材料特性与选材标准
20号钢属于优质低碳钢(含碳量0.17%-0.24%),其加工成型优势体现在三个方面:
1. **冷加工适应性**:低含碳量显著降低冷作硬化倾向,在折弯、冲压等工艺中可实现6mm以上厚度的无裂纹成型
2. **焊接兼容性**:通过固溶处理可将碳当量控制在0.35%以下,适合氩弧焊、埋弧焊等多种焊接工艺
3. **热处理灵活性**:正火处理后硬度可达120-150HB,满足不同工况的强度需求
在原材料采购环节,我们采用光谱仪进行元素检测,确保硅含量≤0.17%、锰含量0.35%-0.65%的国标要求,从源头保障加工稳定性。
二、20号钢加工成型工艺全解析
1. 冷成型与热成型工艺选择
- **冷轧成型**:适用于厚度≤8mm的板材加工,通过多道次轧制(单次变形量控制在12%-15%)实现精密尺寸
- **热锻工艺**:对轴类、齿轮坯等复杂工件,采用1100-1200℃加热锻造,晶粒度可细化至7-8级
- **管材成型**:运用ERW高频焊管技术,焊接速度可达20-40m/min,成型精度±0.15mm
2. 关键工序控制要点
- **冲压加工**:模具间隙设置为料厚的8%-12%,有效避免毛刺产生
- **焊接工艺**:采用CO₂气体保护焊时,建议电压22-26V、电流180-220A,层间温度需≤150℃
- **表面处理**:抛丸除锈后喷涂环氧富锌底漆,盐雾试验可达500小时
三、加工难点与解决方案
在20号钢加工成型过程中,我们总结出三大典型问题及应对策略:
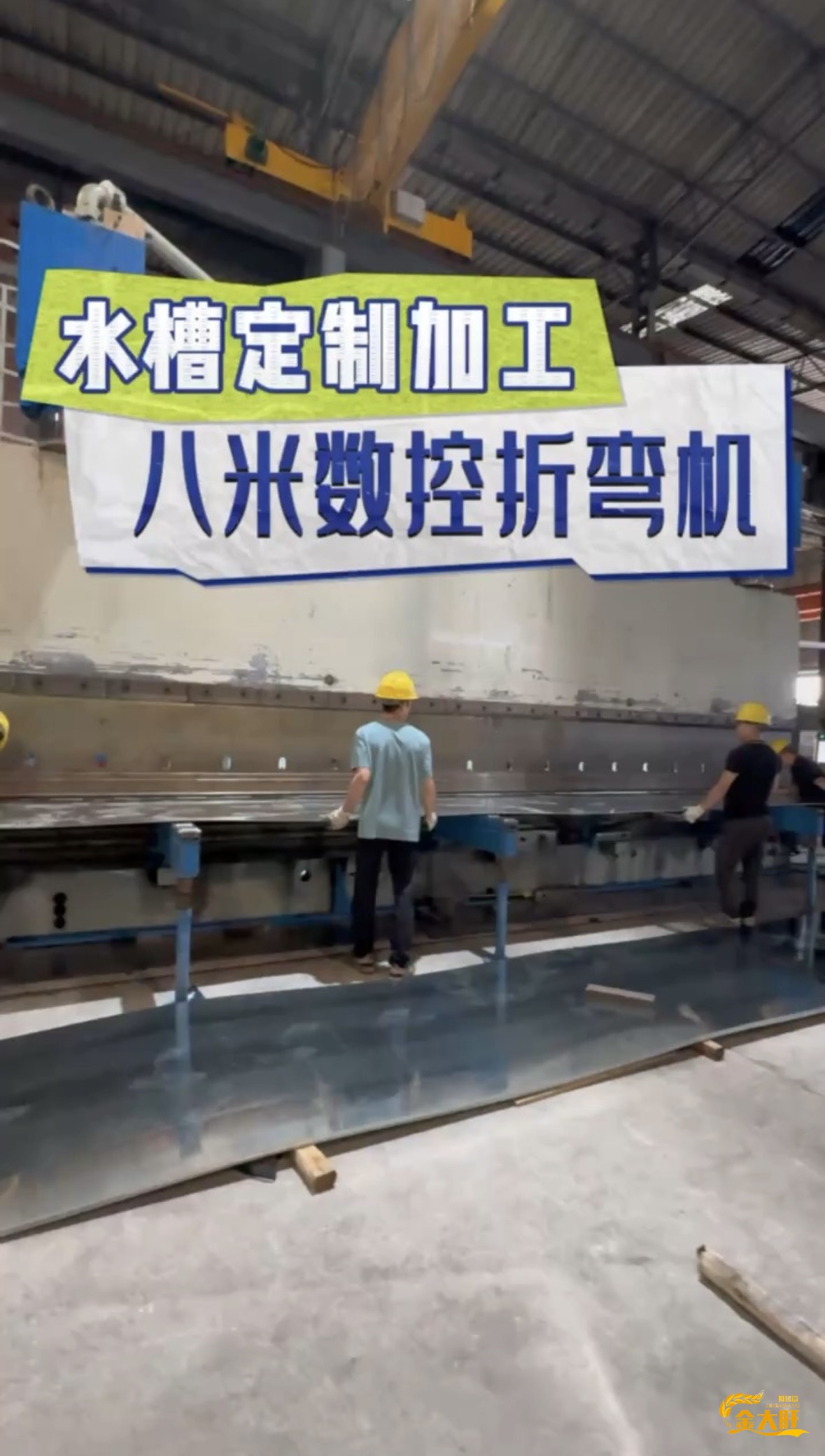
1. **折弯回弹控制**
采用补偿角设计(回弹角3°-5°),配合液压伺服系统实现±0.1°精度控制
2. **焊接变形预防**
通过逆向预变形法,对6米长工件实施0.8-1.2mm反变形量预置
3. **表面氧化处理**
引入氮气保护连续退火线,使氧化铁皮厚度控制在10μm以内
四、行业应用场景与技术创新
目前我们服务的20号钢加工项目涵盖多个领域:
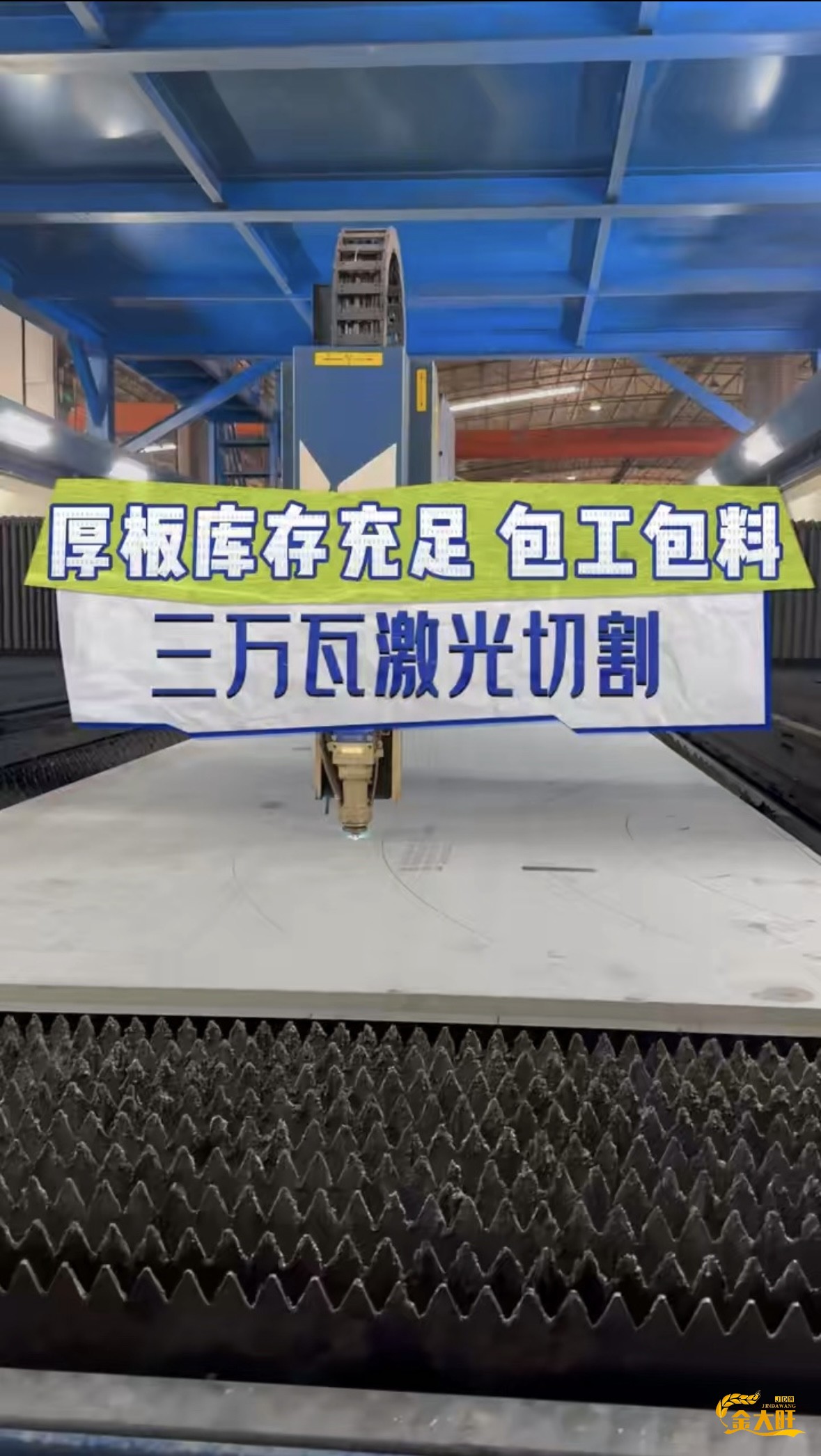
- **工程机械**:起重机支腿箱体采用激光切割+折弯成型工艺,平面度达0.5mm/m²
- **石化管道**:DN300以上管件实施热扩口工艺,扩口率可达35%无裂纹
- **汽车制造**:运用伺服冲压技术生产底盘支架,日产能突破5000件
近期研发的"梯度温控成型技术",将加热区温度差控制在±15℃以内,使复杂结构件的成型合格率提升至99.2%。
【结语】
20号钢加工成型既是基础工艺的精准把控,更是材料科学的深度实践。作为通过ISO9001、ASME认证的加工企业,我们拥有20台数控加工中心、3条自动化焊接产线,可承接从原料供应到精密加工的一站式服务。通过持续优化工艺参数数据库(累计加工案例3000+),我们能为客户提供更具性价比的20号钢加工解决方案。如需获取《20号钢加工工艺白皮书》或定制服务方案,欢迎随时垂询技术团队。
 扫一扫关注我们
扫一扫关注我们19106688695
电话/微信同号扫描下面的二维码添加微信好友: